How Dry Screw Vacuum Pumps Drive Efficiency in Chemical Manufacturing
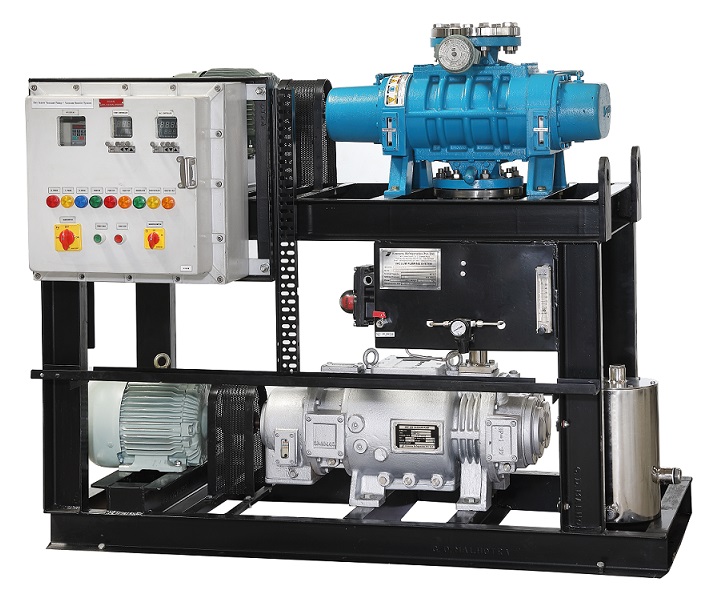
Dry screw pumps guarantee reliable vacuum for chemical operations without oil introduced which can ruin sensitive items. They depend on intermeshing rotors to trap pockets by carrying them through a sealed casing constantly.
The design thus avoids oil contamination and prevents leaks in dry screw vacuum pump systems for enhanced purity. Low maintenance needs and stable vacuum output reduce downtime and support continuous, uninterrupted production in demanding chemical operations.
Inside the Twin-Rotor Mechanism
Dry screw vacuum pump operation begins with paired rotors in a fixed casing that form a tight seal. Rotors rotate to trap gas, then move it toward the outlet quickly.
-
Rotor Operation: Constantly paired rotors turn in opposite directions to trap process gas in sealed pockets and carry it from inlet to outlet without oil contact or any mechanical internal friction reliably.
-
Gas Inlet: Process gas enters the casing through a precision inlet port designed to receive gas under low pressure while preventing backflow and maintaining consistent stable vacuum levels during safe, continuous operation.
-
Screw Geometry: The rotor thread profile matches the casing interior to form sealed pockets that compress trapped gas each turn and deliver a near-constant vacuum flow to the outlet with minimal pulsation.
-
Oil-Free Design: No oil enters the pumping chamber, so process gas stays free of oil particles. This dry design avoids contamination risk and lowers product waste while keeping critical processes stable.
-
Discharge Control: Compressed gas exits through a separate discharge port where a built-in valve controls pressure to match downstream requirements. The system maintains a stable vacuum level and prevents backflow.
Benefits That Cut Costs
Dry screw vacuum pumps offer many advantages over other pump types. Its oil-free design prevents contamination in sensitive tasks. Low service demand cuts upkeep time and costs. Stable vacuum output ensures precise process control. Wide operating range adapts to varied pressure needs. Lower energy use saves power over long-term operation.
-
Contamination Control: Oil-free operation stops oil vapours from entering the product stream. This means compounds have high purity and less waste from cleaning. This design meets all industrial safety rules.
-
Low Service Demand: Simple design and no oil circuits mean fewer service cycles and less downtime. Users can follow basic checks without tools. This reliable system keeps plants online longer and cuts labour.
-
Stable Vacuum: Dry screw pumps hold vacuum levels even during load conditions. The screw profile and rigid housing resist pressure changes. This stability supports precise process control and repeatable results in batch continuous operations.
-
Wide Operating Range: Dry screw vacuum pump works across a broad pressure range from vacuum to deep vacuum levels without gear shifts. This flexibility suits processes that require varying pressure set points during different phases.
-
Lower Energy Use: Energy consumption stays low since rotors have no contact loss and no oil pumping. The direct drive system reduces motor load. This economy cuts yearly power costs over long-term plant operations.
Chemical Roles Uncovered
Chemical manufacturers use dry screw vacuum pump for chemical industry in processes that need a clean vacuum. They fit distillation systems, reaction vessels, crystallization units and drying chambers. Their reliable performance meets strict process and safety requirements in chemical plants. This makes them a top choice for high-quality output.
-
Distillation Support: Dry screw vacuum pumps keep low pressure in distillation columns to help separate volatile compounds at lower temperatures. This control reduces heat damage to materials and boosts yield in solvent recovery stages.
-
Reactor Protection: In chemical reactors, the pump removes gas byproducts during reactions. Maintaining a vacuum during the removal of byproducts stabilizes reaction rates and prevents pressure build-up that can harm equipment or alter reaction pathways.
-
Drying Processes: Vacuum drying of sensitive materials occurs at lower temperatures when gas pressure is reduced. A dry screw vacuum pump for chemical industry provides a stable vacuum in trays and drums to remove moisture without altering the material structure.
-
Solvent Recovery: In solvent recovery units, the pump maintains a vacuum to vaporize solvents at reduced boiling points. Collected vapours condense in coolers and return to process while limiting solvent loss and reducing waste streams.
-
Coating Operations: Thin film coating benefits from a controlled vacuum at stages to remove air and make uniform layers. Dry screw vacuum pump adapts to load changes to keep coating quality repeatable for each batch.
Maintenance Made Simple
Regular care keeps the dry screw vacuum pump for chemical industry in good working order. Daily scheduled checks follow manufacturer guidance and plant site safety rules.
-
Rotor Clearance: Inspect rotor to casing clearance at regular intervals. Measure gaps with feeler gauges. Tight clearance prevents rotor contact and protects internal components. Set clearance values as specified by the manual to maintain performance.
-
Seal Inspection: Check shaft seals for signs of wear, cracking, or leaks. Replace all seals showing damage or lost elasticity. Proper seal condition maintains vacuum quality and prevents ingress of contaminants in the pump chamber.
-
Motor Check: Monitor motor load amps and listen for unusual noise patterns. Excess vibration or overheating signals alignment or bearing issues. Act upon any loose couplings or worn bearings as soon as possible to minimize excessive down-time or damage.
-
Valve Test: Test discharge valve function by measuring pressure at the outlet port. Valves should open at a set pressure and close fully after the cycle. A valve can cause vacuum loss or allow backflow into the pump.
-
Lubrication Check: Although the pump is oil-free, the motor bearings and gearboxes require selected lubrication. Follow lubricant type and interval guidelines. Oil change in auxiliary parts prevents wear and maintains pump life.
Conclusion
Dry screw vacuum pumps are important in efficient, clean chemical processes. The oilless technology and consistent hoover output improve product quality with consistent hoovering. Regular maintenance will improve the process for the operator, give the pump a long life, and improve constant production. This technology is intended for pumps to assist chemical companies in a highly relevant scenario of achieving high quality and safety standards in a clean production process, as well as decreasing downtime costs.
FAQs
What are dry screw vacuum pumps?
A dry screw vacuum pump collects and compresses process gas using two intermeshing rotors in a sealed case. It moves gas without oil contact and maintains vacuum levels.
How are they used in chemical manufacturing?
In chemical plants, dry screw vacuum pumps remove gases and vapours in distillation, drying reactor venting and solvent recovery steps. They keep the process oil-free and maintain a stable vacuum under load.
What are their benefits over other pumps?
Operators of dry screw vacuum pumps work without oil, which prevents product contamination. They reduce maintenance time and less downtime. Their vacuum output under variable loads and wide pressure range improve process reliability.
What maintenance is required?
Regular inspection of rotor clearance seals, valves, and lubrication prevents failures. Motor load current and noise checks reveal issues early. Seal replacement and proper lubrication are used to maintain pump performance.