What is a liquid ring vacuum pump?
A liquid ring vacuum pump is a mechanical pump that uses a rotating impeller and a liquid sealant to create a vacuum. It is commonly used in applications such as papermaking, wastewater treatment, and chemical processing.
How does a liquid ring vacuum pump work?
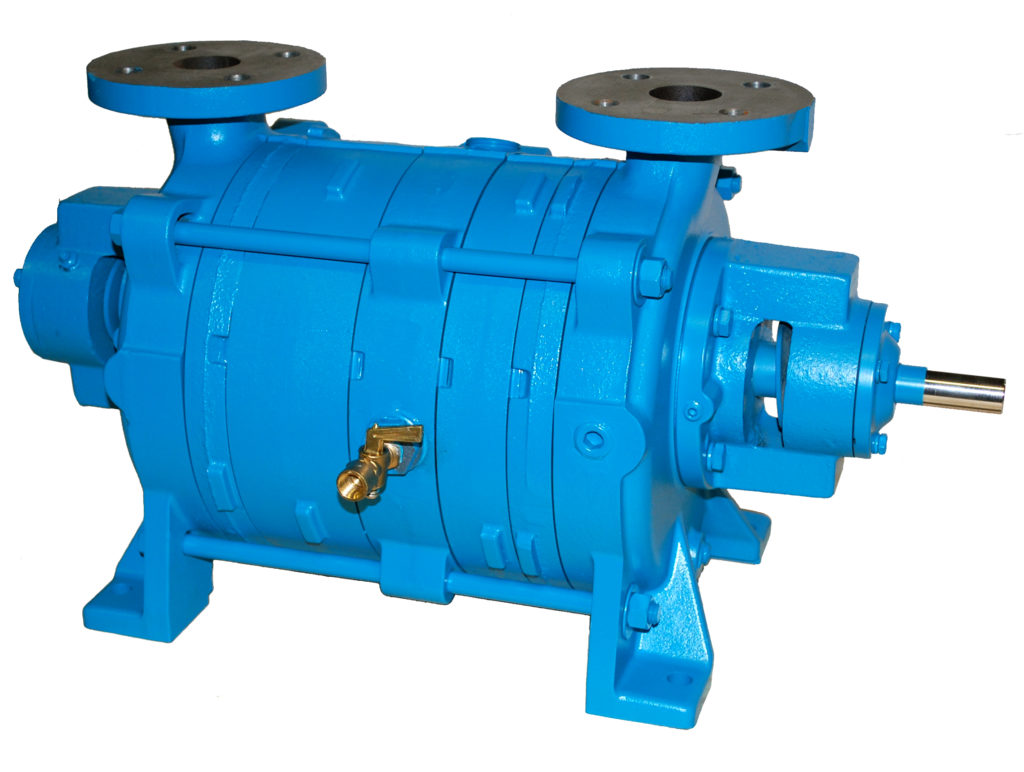
A liquid ring vacuum pump consists of a rotating impeller inside a cylindrical chamber. The impeller is partially submerged in a liquid sealant, typically water. As the impeller rotates, it creates a liquid ring that traps and compresses pockets of air, which are then expelled through an exhaust port, creating a vacuum.
What are the advantages of using a liquid ring vacuum pump?
Liquid ring vacuum pumps are relatively simple and reliable, and they can be used to create a wide range of vacuum levels. They are also relatively compact and can be easily installed in various configurations. They are also able to handle liquids and gases, making them suitable for use in a variety of applications.
Are there any special considerations when using a liquid ring vacuum pump?
Yes, there are a few special considerations to keep in mind when using a liquid ring vacuum pump: Lubrication: Liquid ring pumps require a continuous supply of liquid sealant, such as water or oil, to operate. It is important to use the correct type and amount of sealant and to replace it at the recommended intervals.
Contamination: Liquid ring pumps can contaminate the system they are used in if not properly maintained. It is important to follow the manufacturer’s recommendations for cleaning and maintenance to prevent contamination.
Operating temperature:Liquid ring pumps have a limited operating temperature range. It is important to ensure that the pump is not operated outside of this range, as doing so can damage the pump and shorten its lifespan.
How do I choose the right liquid ring vacuum pump for my application?
When selecting a liquid ring vacuum pump, it’s important to consider factors such as the type and volume of the fluid being pumped, the required vacuum level, and the overall cost of the pump. It’s also important to choose a pump from a reputable manufacturer with a proven track record of quality and reliability.