An Introduction to Mechanical Booster Vacuum Pumps
What is a Mechanical Booster Vacuum Pump?
Imagine you are tasked with designing a high-quality vacuum system for a chemical processing plant or a pharmaceutical manufacturing facility. You need a vacuum pump that is efficient, reliable, and capable of achieving the desired vacuum levels for your specific process requirements. Enter the mechanical booster vacuum pump, a versatile and powerful tool that can help you achieve your goals!
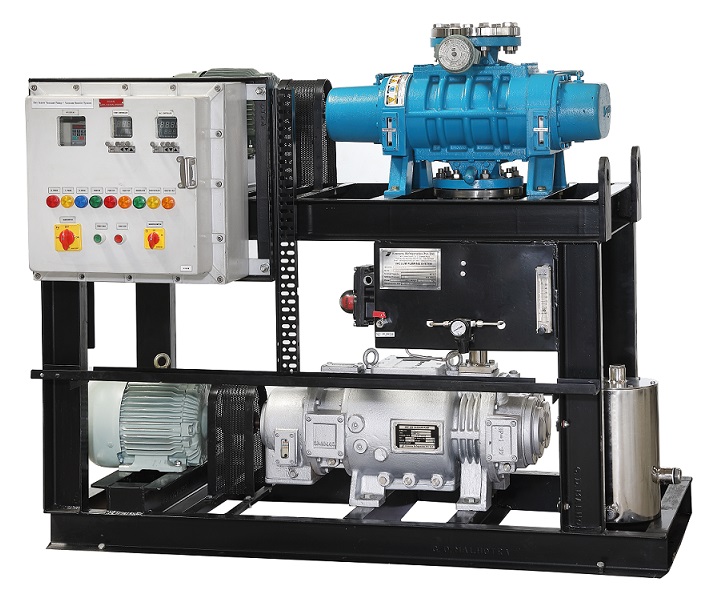
A mechanical booster vacuum pump, also known as a Roots pump, is a type of positive displacement pump that can be used to increase the vacuum level in a system. It is designed to operate in conjunction with a primary pump, typically a rotary vane or rotary piston pump, to improve the overall performance and efficiency of the vacuum system. The mechanical booster pump is an essential component in many industrial processes, offering numerous advantages and benefits over other types of vacuum pumps.
In this blog post, we will take an in-depth look at mechanical booster vacuum pumps, exploring their working principle, advantages, and typical applications in various industries. By the end of this article, you will have a better understanding of why mechanical booster vacuum pumps are a valuable tool for process engineers and how they can help optimize your vacuum system.
How Does a Mechanical Booster Vacuum Pump Work?
The mechanical booster vacuum pump operates on the principle of positive displacement, which involves trapping a fixed volume of gas and then expelling it from the pump. The pump consists of two counter-rotating lobes, or rotors, that are synchronized by a pair of gears. As the rotors turn, they create a series of expanding and contracting volumes between the rotors and the pump casing. This action draws gas into the pump, compresses it, and expels it through the exhaust.
Since the mechanical booster pump does not compress the gas internally, it relies on a primary pump to reduce the gas pressure before it enters the booster. This allows the mechanical booster pump to operate more efficiently, as the gas is already at a lower pressure when it reaches the booster stage. The combination of the primary pump and mechanical booster pump results in a more effective and powerful vacuum system, capable of achieving deeper vacuum levels and higher pumping speeds than a primary pump alone.
It is important to note that mechanical booster vacuum pumps are not designed to operate at atmospheric pressure. In fact, they can suffer severe damage if they are operated in this manner. To prevent this, a bypass valve was often installed to protect the pump from overpressure, allowing it to operate within its optimal pressure range but with variable frequency drives getting economical, Vacuum Booster motors are nowadays provided with variable frequency drives.
What are the Advantages of Using a Mechanical Booster Vacuum Pump?
There are several key advantages to using a mechanical booster vacuum pump in your vacuum system, including:
- Increased pumping speed: By augmenting the performance of the primary pump, a mechanical booster pump can significantly increase the pumping speed of a vacuum system. This means that the system can achieve the desired vacuum level more quickly and efficiently, saving time and energy.
- Improved vacuum level: Mechanical booster vacuum pumps can help achieve deeper vacuum levels than a primary pump alone. This is particularly beneficial in applications where a high vacuum level is required for optimum process performance.
- Energy efficiency: Due to their design and mode of operation, mechanical booster vacuum pumps are more energy-efficient than other types of vacuum pumps. This translates to lower operating costs and a reduced environmental impact.
What are Some Typical Applications for Mechanical Booster Vacuum Pumps?
Mechanical booster vacuum pumps are used in a wide range of industries and applications, including:
- Chemical processing: In chemical processing plants, mechanical booster vacuum pumps are used to optimize the vacuum levels for various processes, such as distillation, evaporation, and drying. This ensures that the products are of high quality and that the processes are as efficient as possible.
- Pharmaceutical manufacturing: In the pharmaceutical industry, mechanical booster vacuum pumps are used to maintain the required vacuum levels for processes such as freeze-drying, degassing, and sterilization. This helps to ensure that the final products are safe, effective, and of the highest quality.
- Vacuum furnaces: Mechanical booster vacuum pumps are used in vacuum furnaces to achieve the desired vacuum levels for various heat treatment processes, such as brazing, sintering, and annealing. This helps to improve the quality and performance of the treated materials.
In conclusion, mechanical booster vacuum pumps are an indispensable tool for process engineers in various industries. Their ability to increase pumping speed, achieve deeper vacuum levels, and operate efficiently makes them an ideal solution for optimizing vacuum systems in chemical processing, pharmaceutical manufacturing, vacuum furnaces, and more.
If you are considering incorporating a mechanical booster vacuum pump into your vacuum system, consult with our team of experts. We can help you determine the best pump configuration for your specific process requirements and provide guidance on how to optimize your vacuum system for maximum performance and efficiency.
Contact us today to learn more about our mechanical booster vacuum pumps and how they can benefit your processes!